Токарное оборудование предназначено для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьбы и обработки торцовых поверхностей деталей типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек. По способу обработки деталей и назначению их разделяют на механические, токарные станки для обработки труб, тяжелые станки, токарно-револьверные, вертикальные, высокоточные и малогабаритные станки.



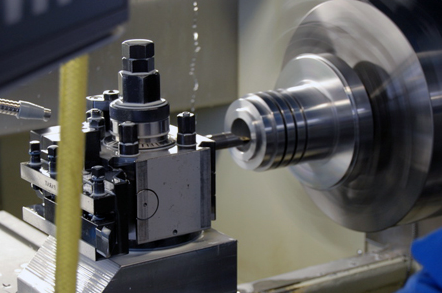
Токарные станки с ЧПУ предназначены для наружной и внутренней обработки сложных заготовок деталей типа тел вращения. Они составляют самую значительную группу по номенклатуре в парке станков с ЧПУ. На токарных станках с ЧПУ выполняют традиционный комплекс технологических операций: точение, отрезку, сверление, нарезание резьбы и др.



Высокоточные токарные станки предназначены для высокоточной токарной обработки деталей типа «вал», «винт», «фланец», «втулка», «ниппель», «штуцер» и т.д. из различных конструктивных материалов в условиях единичного и мелкосерийного производства.


Токарно-карусельные вертикальные станки с ЧПУ предназначены для обработки заготовок деталей большого веса и диаметра, имеющих сравнительно небольшую высоту. На карусельных станках производится токарная обработка резцом наружных и внутренних поверхностей разного профиля. Центральные отверстия заготовки на станках, имеющих револьверную головку, обрабатывают сверлами, зенкерами, метчиками и пр.


Токарно-карусельные одностоечные вертикальные станки с ЧПУ предназначены для токарной обработки деталей сложной конфигурации; на нем можно обтачивать и растачивать поверхности с криволинейными и прямолинейными образующими; сверлить, зенкеровать, развертывать центральные отверстия; прорезать кольцевые канавки, нарезать различные резьбы резцами.



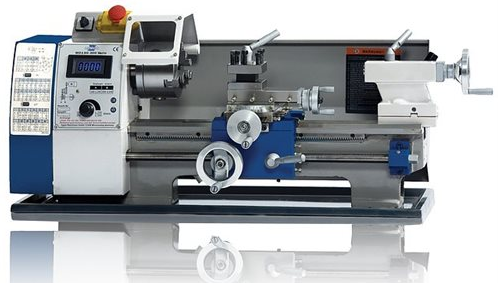
Токарные станки без ЧПУ с ручным управлением являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и серийного производства. Конструктивная компоновка станков практически однотипна.



Многошпиндельные токарные автоматы и полуавтоматы характеризуются широкими технологическими возможностями при изготовлении различных деталей. По сравнению с одношпиндельными многошпиндельные автоматы и полуавтоматы обеспечивают более высокую степень концентрации обработки, что способствует повышению их производительности, уменьшению станкоемкости, сокращению площади, занимаемой оборудованием. По принципу работы автоматы подразделяют на автоматы параллельного и последовательного действия. На автоматах параллельного действия на всех шпинделях одновременно производятся одинаковые операции, и за один цикл работы завершается обработка заготовок, число которых соответствует числу шпинделей. Наибольшее распространение получили многошпиндельные автоматы и полуавтоматы последовательного действия. Широко применяются в крупносерийном, серийном и массовом производстве, подразделяют: по назначению — на универсальные и специализированные; по виду заготовки — на прутковые и патронные; по расположению шпинделей — на горизонтальные и вертикальные.



Токарно-лобовые станки предназначены для обработки лобовых, цилиндрических, конических, фасонных поверхностей, типа валов, труб или дисков, выполненных из чугуна и стали, в деталях типа дисков и фланцев. На станках можно обрабатывать плоские цилиндрические заготовки с большим диаметром и большого веса, или детали, имеющие значительное увеличение диаметра в какой-либо своей части. В основном на таких станках обрабатывается плоская торцевая сторона заготовки и кромочная часть по ее окружности. Также возможно нарезание резьбы на цилиндрической поверхности детали. Токарно-лобовые станки широко применяются для шлифовки торцевой поверхности детали, ось вращения детали располагается горизонтально.



Токарно-револьверные станки применяются для обработки заготовок или деталей из калиброванного прутка. На станке производятся следующие виды токарной обработки: обточка, расточка, подрезка, проточка и расточка канавок, сверление, зенкерование, развёртывание, фасонное точение, обработка резьб метчиками, плашками и резцами. Название «револьверный» происходит от способа закрепления режущих инструментов в барабане. При этом инструмент крепится в держателе, который непосредственно устанавливается в револьверную голову. Не все револьверные станки имеют возможность использования приводных блоков. Существует два основных типа блоков: VDI, фиксируемые в револьвере сухарем, и BMT, которые крепятся болтами.



Токарно-фрезерные обрабатывающие центры предназначены для комплексной обработки сложных, высокоточных деталей с интенсивными фрезерными и токарными операциями, совмещают функции токарного и фрезерного станков. Смена инструмента осуществляется автоматически, используют инструмент со сменными твердосплавными пластинами, либо цельный. Напайной инструмент не используется.


